Optical comparators, also known as profile projectors, are essential quality control instruments, and COMPARE.EDU.VN offers comprehensive comparisons to help you choose the best one. These devices utilize principles of optics to project magnified images of parts for inspection and measurement. This article delves into “What Is A Optical Comparator,” exploring its function, operation, and the advantages of digital models, providing solutions to your quality control needs and insights into optical inspection techniques, profile projector benefits, and non-contact measurement solutions.
1. Optical Comparator Defined
Optical comparators, sometimes referred to as profile projectors or shadowgraphs, are metrology instruments widely utilized in manufacturing for quality control and dimensional verification. An optical comparator works by projecting a magnified silhouette of a part onto a screen, allowing for precise inspection and measurement against prescribed tolerances.
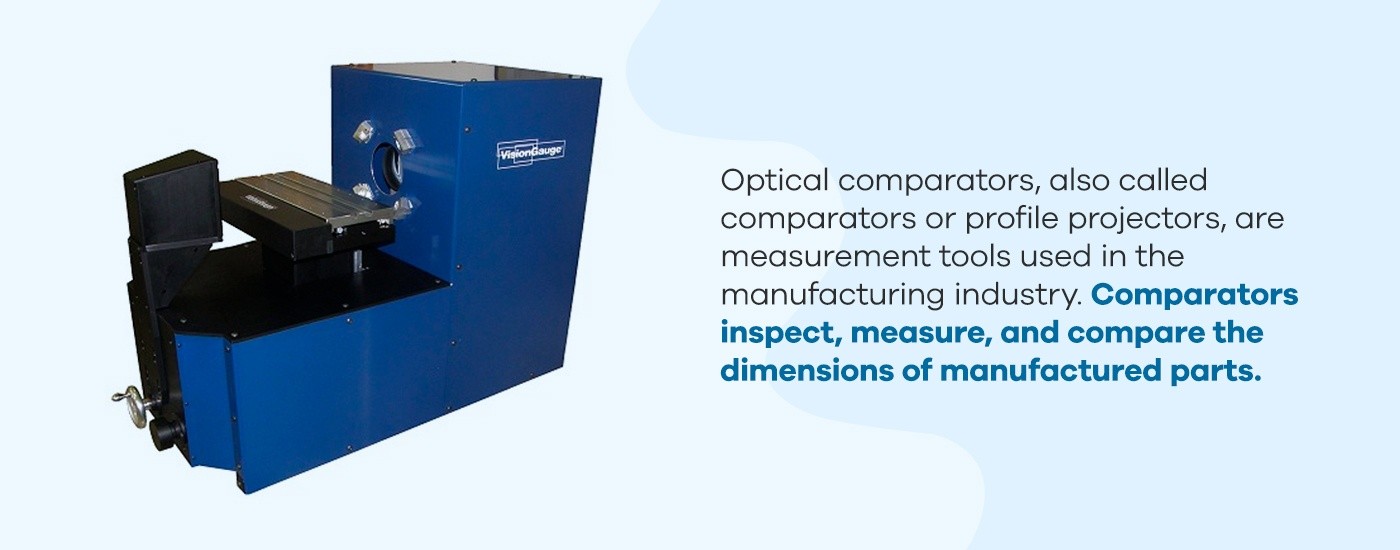 Optical comparators inspect, measure, and compare the dimensions of manufactured parts
Optical comparators inspect, measure, and compare the dimensions of manufactured parts
These instruments facilitate non-contact measurement, minimizing part handling and enabling thorough examination for dimensional accuracy and surface defects. Typical applications include checking for scratches, indentations, and ensuring that manufactured parts conform to design specifications.
Optical comparators come in two main configurations: horizontal and vertical.
- Horizontal Comparators: The light path is horizontal, providing a side-view silhouette, best suited for parts held in a fixed position, such as screws or castings in a vise.
- Vertical Comparators: The light path is vertical, offering a top-down view, ideal for flat components like gaskets or flexible parts needing support on a flat surface for accurate measurement.
Both types are found in manufacturing shops and quality control labs across industries such as scientific, automotive, medical manufacturing, aerospace, and defense. These instruments can play a crucial role in optical measurement systems, precision measurement tools, and quality control equipment.
2. The Functionality Of An Optical Comparator
Optical comparators have remained fundamentally unchanged since their inception in the 1920s due to their reliance on basic optical principles. They operate similarly to overhead projectors, directing light through a stage to a system of lenses and mirrors, which projects a magnified image of the object onto a screen.
In practice, the part being inspected is placed on a stage, and a light source illuminates it, casting a shadow image. This shadow is then magnified by lenses and reflected by mirrors onto a screen positioned at a known distance for accurate measurement.
Optical comparators vary in the size and magnification of the projected image, determined by the optics and screen size. Screen sizes typically range from 12 to 36 inches, with larger models available for applications requiring greater detail. Larger screens necessitate larger enclosures to prevent image distortion.
Measuring processes also differ among optical comparators, encompassing three main methods:
- Silhouette Measurement: This method involves projecting a silhouette of the image onto a screen for direct measurement. Knowing the magnification allows for accurate dimensional assessment.
- Point Comparison: In this method, the image’s silhouette is compared to predefined points on a screen. The part is centered, and the stage is moved to align with these points, measuring the stage movement needed to match the part’s features.
- Software Analysis: Digital optical comparators employ software to analyze and measure the projected image electronically, automating the measurement process.
Traditional optical comparators commonly use the first two methods, while digital models utilize software analysis for enhanced precision and automation. These instruments are vital for profile measurement, shadowgraph analysis, and dimensional measurement.
3. Instructions For Operating A Traditional Optical Comparator
Operating a traditional optical comparator involves a straightforward process.
- Placement: Begin by turning on the optical comparator and placing the part on the staging area.
- Alignment: Once the part’s image is projected onto the screen, place an overlay—a transparent sheet with a scaled drawing of the part—on the screen and align it with the projected image. These overlays are also known as templates or Mylars.
- Comparison: Compare the drawing on the overlay with the image of the part to identify any discrepancies and determine whether the part meets the required tolerances.
Alternative methods include using overlays with grids or concentric circles for precise measurements or employing a point comparison method, where the stage is moved to align the part’s image with specific points on the overlay. This method measures the stage movement required to match the part to each point. Optical comparator overlays are critical for optical gauging, shadowgraph inspection, and profile measurement.
4. Limitations Inherent To Traditional Optical Comparators
Traditional optical comparators, while simple to use, have several limitations. They are relatively straightforward and require minimal training. These instruments work by fixing a part in place and observing its projected image on a screen.
However, their simplicity also presents drawbacks. Key limitations include:
- Limited Complexity Handling: Modern parts are increasingly complex, requiring observation from multiple angles, which traditional comparators struggle to accommodate.
- Reduced Accuracy: Although capable of accurate measurements, today’s parts demand tighter tolerances, reducing the allowable error inherent in manual measurement methods.
- Labor Intensive: Traditional comparators can only measure one part at a time, making them inefficient for large-scale inspections common in manufacturing.
- 2D Limitations: Projecting only 2D images limits the ability to analyze multiple dimensions simultaneously.
These limitations make traditional optical comparators suitable for non-repetitive, 2D part analysis but create obstacles for complex, large-scale analyses. Advanced applications often necessitate the use of digital models. These limitations affect shadowgraph analysis, optical gauging methods, and profile measurement processes.
5. Digital Optical Comparators Versus Traditional Models
Digital optical comparators overcome the shortcomings of traditional models. Manual comparator technology is valuable for small-quantity applications, but automation is essential for complex parts and large-scale manufacturing. Digital optical comparators offer the solution.
Digital optical comparators provide several advantages:
- Automation Capabilities: They use software and cameras instead of human eyes to analyze and measure parts. The software automates the measurement process, completing it faster than manual methods.
- 3D Capabilities: Digital models can use multiple lighting techniques and 3D inspection methods to analyze parts in all three dimensions.
- Quantity Management: Their automated nature allows them to analyze multiple parts automatically without human intervention.
- Accuracy: Eliminating human error ensures extremely accurate measurements, crucial for many modern industries and technologies.
These advantages maximize measurement accuracy while reducing labor, enhancing optical inspection techniques, profile projector capabilities, and non-contact measurement accuracy.
6. Comparison Of Digital And Traditional Optical Comparator Usage
Traditional optical comparators, while straightforward, have significant drawbacks for users and clients. These include:
- Limited Quantifiable Data: Measurements can be subjective and difficult to quantify. While the goal is to pass or fail a part, clients increasingly request quantifiable data about deviations, which is hard to achieve manually.
- Reduced Flexibility: Traditional comparators project only 2D images, problematic for complex parts needing analysis from multiple angles. Operators must physically move the part and use multiple overlays, increasing labor and time.
- Compromised Accuracy: Tight tolerances demand highly trained operators, but the manual nature always leaves room for human error.
- High Costs: Overlays are expensive, and significant labor input is required, especially for complex parts.
Traditional optical comparators need extensive training and labor input. While suitable for small operations working with simple parts, the manufacturing industry’s growing scale and complexity demand more capable tools.
Manufacturing companies need quick, easy-to-use tools for large quantities of complex parts, where digital optical comparators excel. These instruments apply new technology to key areas, resulting in faster, easier-to-use automation that reduces operator labor. These improvements enhance shadowgraph inspection, optical measurement systems, and precision measurement tools.
7. Utilizing A Digital Optical Comparator: A Comprehensive Guide
Digital optical comparators address the limitations of traditional models by enhancing comparator technology with advanced measurement and analysis tools. They directly reference CAD drawings, laser measurement tools, and advanced comparison software.
For operators, the process simplifies to placing the part on the staging area, after which the digital optical comparator takes over. The system automatically handles alignment and comparison, providing a pass/fail result along with analytical data supporting the decision.
In addition to simplified use, digital optical comparators offer:
- Fast Automation: They use software and cameras to analyze parts automatically, aligning and comparing them with CAD drawings in seconds, minimizing operator input and increasing throughput.
- 3D Capability: Digital comparators use multiple lighting techniques, additional positioning stages, and lasers to analyze parts in all dimensions, allowing for quick, one-shot measurements.
- Enhanced Accuracy: They are extremely accurate, accomplishing detailed measurements automatically and eliminating human error. The software provides thorough documentation with measurements, statistics, and pass/fail results.
Automation is a significant benefit of the VisionGauge® Digital Optical Comparator, but the system is also accurate and efficient for manual measurements and CAD file comparisons. The VisionGauge® software interface is intuitive, allowing operators to quickly load part CAD files and pre-programmed inspection routines with a barcode reader. The stages and overlay can be manually controlled with industrial-grade joysticks. Both automated and manual operation modes produce accurate results and complete documentation. These features provide benefits to optical measurement systems, precision measurement tools, and quality control equipment.
8. Common Applications For Digital Optical Comparators
Companies across various industries use digital optical comparators to solve different applications. Here are some common uses:
| Industry | Application |
|---|---|
| Aerospace | Inspecting turbine blades, ensuring precise dimensions and surface finish. |
| Automotive | Measuring fuel injectors for accurate flow rates and dimensions. |
| Medical Device Manufacturing | Verifying the dimensions of implants and surgical instruments to meet stringent quality standards. |
| Electronics | Examining microchips and circuit boards for defects and dimensional accuracy. |
| Scientific Research | Analyzing the structure and dimensions of experimental components. |
Digital optical comparators have many applications in addition to those listed above. These include enhancing optical inspection techniques, profile projector usage, and non-contact measurement solutions.
9. Key Factors To Consider When Selecting An Optical Comparator
Choosing the right optical comparator requires careful consideration of your specific needs. Here are key factors to consider:
- Measurement Requirements: Determine the precision and types of measurements needed (2D, 3D).
- Part Complexity: Assess the complexity of the parts you need to inspect and whether they require multi-angle analysis.
- Volume of Parts: Consider the number of parts you need to measure regularly, as this will influence whether you need an automated system.
- Budget: Establish a budget that aligns with your needs, considering both initial costs and ongoing maintenance.
- Software Capabilities: Evaluate the software for ease of use, automation, and reporting.
- Ease of Use: Assess the ease of use and training requirements for operators.
- Maintenance and Support: Check for available maintenance and technical support.
By considering these factors, you can select an optical comparator that meets your needs, optimizing optical measurement systems, precision measurement tools, and quality control equipment.
10. Future Trends In Optical Comparator Technology
The field of optical comparators continues to evolve, with several future trends on the horizon:
- Integration with AI: Artificial intelligence is increasingly being integrated to enhance automation and improve the accuracy of measurements.
- Enhanced 3D Measurement Capabilities: Advanced techniques are being developed to provide more detailed 3D analysis.
- Improved Software and User Interfaces: Software is becoming more user-friendly, with enhanced automation and reporting capabilities.
- Miniaturization: Smaller, portable optical comparators are being developed for on-site inspections.
- Wireless Connectivity: Integration with wireless technology for data transfer and remote monitoring is becoming more common.
These trends promise to make optical comparators even more efficient and versatile. They include advancements in optical inspection techniques, profile projector technology, and non-contact measurement solutions.
Simplify your optical inspection with a VisionGauge® Digital Optical Comparator from VISIONx, Inc. Our digital optical comparator is an advanced optical analysis tool that maximizes the function of optical comparator technology. They are precise and easy to use, delivering fast, high-quality results and allowing you to carry out fast and accurate inspections and measurements of parts, operator-independent.
VISIONx, Inc. has multiple optical comparators for sale. Each model presents competitive advantages and includes VisionGauge® software with a wide range of applicability. VISIONx, Inc. develops, sells, and supports software, systems, and hardware for other automated imaging, visual inspection, and measurement solutions. With powerful and easy-to-use products, you can rely on VISIONx, Inc. for custom or standard solutions in various industries — from aerospace and automotive to electronic and medical device manufacturing.
Frequently Asked Questions (FAQ)
-
What is the primary function of an optical comparator?
An optical comparator projects a magnified image of a part onto a screen for precise measurement and inspection, ensuring parts meet specifications.
-
What are the main differences between traditional and digital optical comparators?
Traditional comparators are manual, while digital comparators use software and cameras for automated analysis, 3D capabilities, and higher accuracy.
-
How does a horizontal optical comparator differ from a vertical one?
Horizontal comparators project a side-view silhouette, suitable for fixed parts, while vertical comparators offer a top-down view, ideal for flat components.
-
What industries commonly use optical comparators?
Aerospace, automotive, medical device manufacturing, electronics, and scientific research are common users.
-
What is the role of an overlay in traditional optical comparators?
An overlay is a transparent sheet with a scaled drawing of the part used for comparison with the projected image to identify discrepancies.
-
What are the advantages of using digital optical comparators?
Digital comparators offer automation, 3D capabilities, quantity management, and improved accuracy by eliminating human error.
-
Can digital optical comparators be used manually?
Yes, digital comparators like the VisionGauge® can be used manually, with intuitive software and controls for direct measurements.
-
How does AI integration enhance optical comparator technology?
AI improves automation, enhances measurement accuracy, and provides more detailed analysis capabilities.
-
What factors should be considered when selecting an optical comparator?
Measurement requirements, part complexity, volume of parts, budget, software capabilities, ease of use, and maintenance support.
-
What future trends are expected in optical comparator technology?
Integration with AI, enhanced 3D measurement, improved software, miniaturization, and wireless connectivity.
Visit COMPARE.EDU.VN to explore detailed comparisons and make informed decisions. Our comprehensive analyses assist you in choosing the best solutions for your needs.
Don’t struggle with comparing options. Visit COMPARE.EDU.VN today to find detailed, objective comparisons that help you make informed decisions. Our experts provide clear, comprehensive evaluations, saving you time and ensuring you choose the best products and services. Make smarter choices with COMPARE.EDU.VN, your ultimate comparison resource.
Contact us today for more information:
Address: 333 Comparison Plaza, Choice City, CA 90210, United States
WhatsApp: +1 (626) 555-9090
Website: compare.edu.vn